在一般條平面軸承 檢查件下,單向軸承每運轉60小時潤滑一次,在熱帶、濕度大、灰塵多、溫度變化大的地區及連續運轉的情況下,應加大潤滑頻次。機器長期停止運轉的前后也必須加足新的潤滑脂。注油脂時慢慢轉動單向軸承,使潤滑脂填充均勻。

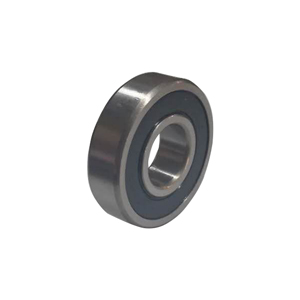
深溝球軸承零件的加工形式如下:1、多工序加工:一般軸承生產需20~40道工序,多的達70多道。2、成型加工:軸承零件的工作表面都是回轉成型面,適合于用成型法加工。3、精密加工:軸承零件絕大部分表面要經過磨削加工,磨加工尺寸和幾何精度都以μm為單位。

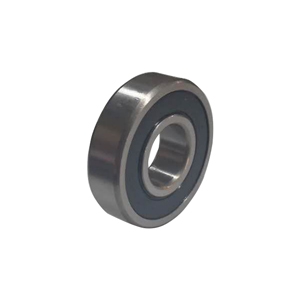
深溝球軸承主要接受徑向載荷,也可同時接受徑向載荷和軸向載荷。當其僅接受徑向載荷時,接觸角為零。當深溝球軸承具有較大的徑向游隙時,具有角接觸軸承的性能,可接受較大的軸向載荷 ,深溝球軸承的摩擦系數很小,極限轉速也很高。

不銹鋼軸承的軸向游隙要合理把握:減少不銹鋼軸承的磨損,那么應該要注意盡量的減少軸承的軸向壓力波動,如果有條件,那么可給設備配置相應的控制設備,比如使用軸向壓力控制器,那么可以減小軸向壓力瞬變帶來的一些干擾。